

Description: Use a continuous belt loop driven by pulleys. Applications: Ideal for transporting goods of various sizes, shapes, and weights over a long distance. Examples: Airport baggage systems, food processing, and assembly lines.

Description: Use rollers to transport items. Types: Gravity Rollers: Items move using gravity or manual push. Powered Rollers: Rollers are motor-driven. Applications: Warehousing, packaging lines, and distribution centers.

Description: Use chains to move items along the conveyor path. Applications: Heavy-duty industries like automotive manufacturing and metal works.

Description: Feature slats or plates instead of belts to carry materials. Applications: Transporting heavy, hot, or abrasive materials such as in mining or recycling.
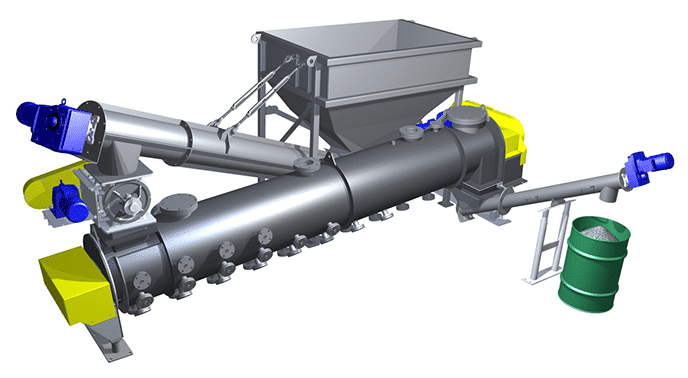
Description: Use a helical screw mechanism to move bulk materials. Applications: Grain handling, wastewater treatment, and cement industries.

Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.

Description: Use magnets to transport ferrous materials. Applications: Metalworking and recycling industries.

Description: Transport items along an overhead track, freeing up floor space.
Applications: Assembly lines and dry cleaning services.

Description: Move items between different heights using an inclined or declined belt. Applications: Multi-level warehouses and manufacturing plants.